Resin infusion and prepreg are two of the most widely used processes for creating high-performance composites. Both techniques can be used to manufacture strong, lightweight and reliable components, but they differ in terms of setup, material handling and application.
Understanding these differences is key when selecting the right process for your project.
What is Resin Infusion?
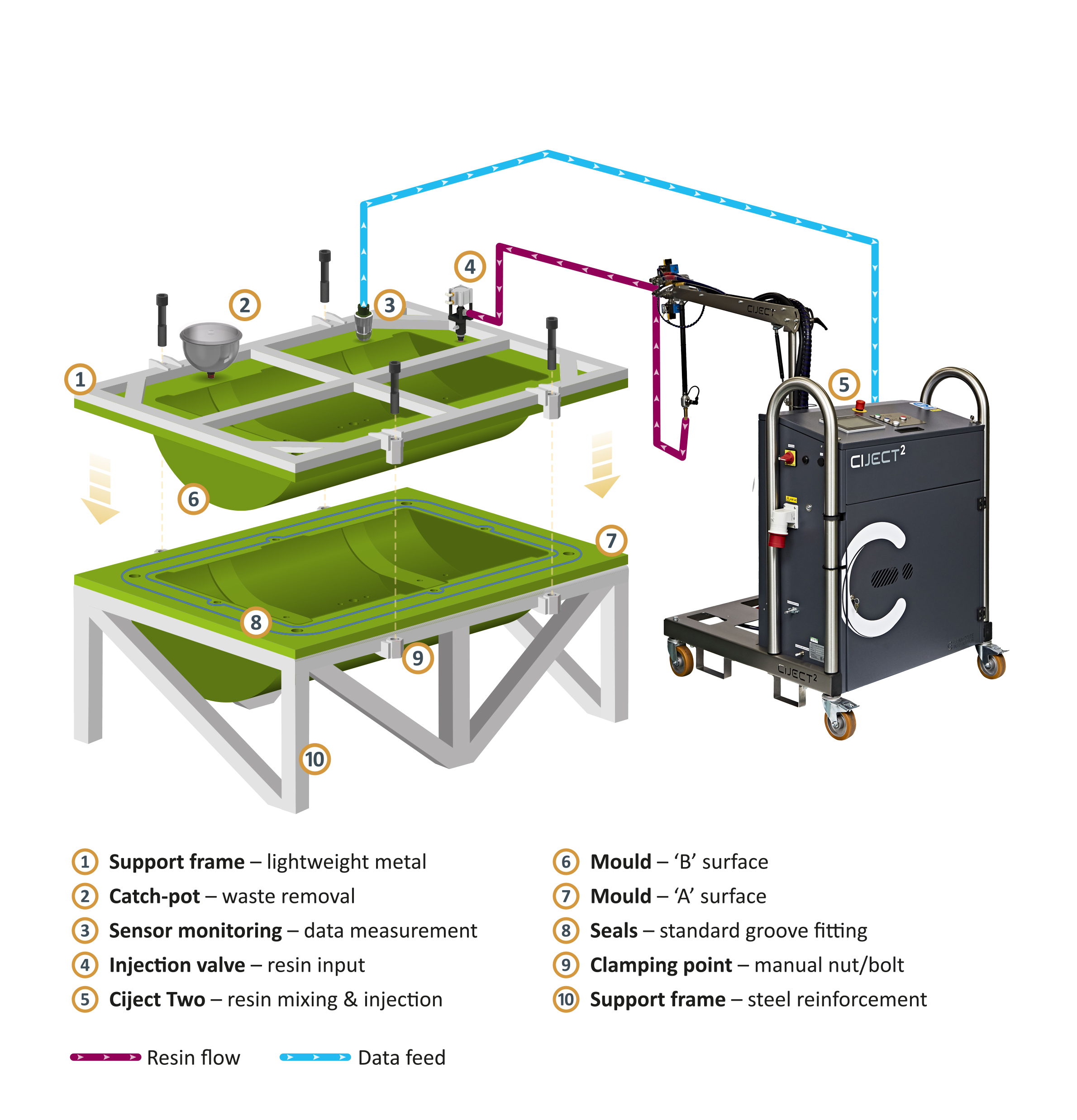
Resin infusion is a closed-mould composite manufacturing process in which dry reinforcement materials, such as glass, carbon or aramid, are laid into a mould, covered and sealed by a flexible membrane (typically a disposable film vacuum bag) and then impregnated with liquid resin. Once infused, the resin cures to form a solid composite part.
This method is valued for its ability to produce high-quality, void-free laminates while maintaining a cleaner, safer work environment compared to traditional open-mould processes.
Our direct infusion process takes the principles of resin infusion a step further by automating and refining resin delivery with advanced resin infusion machines. These can enhance control, consistency and efficiency – ideal for both R&D and large-scale production.
Benefits of Resin Infusion
Resin infusion provides numerous compelling benefits that make it a top choice for a range of high-performance applications.
- High Fibre Saturation: Vacuum-assisted infusion allows for thorough resin penetration, fully saturating the fibre layers for stronger and more reliable laminates.
- Reduced Voids: The vacuum process also efficiently removes trapped air, producing composites with minimal defects and improved structural integrity.
- Consistent Quality: Controlled resin flow enables increased precision and better overall quality, delivering repeatable and uniform parts.
- Lower Environmental Impact: The closed system significantly reduces volatile emissions, creating a safer and cleaner working environment.
- Material Efficiency: Resin is delivered only where it’s needed, helping to minimise waste and optimise the use of expensive composite materials.
- Scalable to Large or Complex Shapes: This method can produce large components or intricate geometries with uniform resin distribution, providing greater design flexibility.
- Exceptional Surface Finish: The closed process produces smooth, defect-free surfaces, ideal for visible or high-precision components.
Potential drawbacks are typically seen when resin infusion is run as a largely manual process — in such cases, start-up investment, cure duration and operator dependence can be higher. However, when infusion is executed in a controlled, automated RTM/infusion environment with defined envelopes, degassing and process traceability, those limitations are largely removed and the route can equal or outperform prepreg workflows on repeatability, waste and scalability.
Resin Infusion Applications
Resin infusion is widely used for large or complex structures where cost, integrity and scalability are key considerations and must be balanced. Common applications include:
- Marine: Hulls and decks for boats and yachts.
- Aerospace: Lightweight structural parts with aerodynamic surfaces.
- Wind energy: Wind turbine blades and nacelles.
- Automotive: Vehicle panels and structural components.
- Infrastructure: Bridges and architectural panels.
The benefits offered by resin infusion make it a desirable option for industries that demand efficiency and reliability at scale.
What is Prepreg?
Prepreg, short for pre-impregnated, is a composite manufacturing process where reinforcement fibres are pre-impregnated with a partially cured resin. The materials are stored at low temperatures to prevent total curing before being laid up in a mould (by hand or machine) and cured under heat and pressure, usually by way of autoclave.
This pre-impregnation process provides precise resin content and uniformity across the laminate, ensuring consistent parts and easy handling.
Benefits of Prepreg
The prepreg process offers several distinct advantages.
- Precise resin control: Each layer contains a controlled amount of resin, eliminating variability between components and providing increased consistency.
- High strength: It achieves exceptional strength-to-weight ratios, ideal for high-performance applications.
- Cleaner and faster layup: Using pre-preg fibres can reduce mess, waste and resin handling compared to wet lay-up methods.
- Enhanced surface finish: The controlled manufacturing process produces smooth, high-quality surfaces straight from the mould with minimal defects.
- Faster curing time: As the resin is already partially cured, curing and overall production time can be reduced.
- Ease of Use: Prepreg materials are ready to use, meaning there’s no need for manual resin mixing.
On the flip side, prepreg-based routes can carry notable constraints. Material and tooling costs are typically higher, cold-storage is mandatory, and scaling requires specialist infrastructure, most notably autoclaves with associated energy, footprint and compliance overhead. This capital intensity and infrastructure dependency can make prepreg less suitable for large-scale, cost-sensitive or space-constrained programmes compared with non-autoclave liquid moulding approaches
Prepreg Applications
Thanks to its versatility, prepreg is widely used across industries where precision, performance, and reliability are paramount.
- Aerospace: Aircraft structures, interior panels and control surfaces.
- Automotive: High-performance car and motorsport components.
- Sports and recreation: Bicycle frames, helmets and sporting equipment.
- Defence: Lightweight, high-strength structures and protective gear.
- Wind energy: Wind turbine blades.
These applications benefit from the consistency, high mechanical performance and aesthetic finish offered by prepreg.
Which is Better?
Ultimately, neither resin infusion nor prepreg is universally ‘better’ – they solve different programme problems.
In practice, controlled infusion is the stronger choice for most large or serial composite structures because it delivers high precision with lower waste, no cold-store burden and no autoclave dependency, while remaining easier to industrialise at scale and across multiple sites.
Prepreg retains an advantage mainly where legacy qualification paths or extremely narrow tolerance bands on small, high-end parts justify its higher cost and infrastructure demands.
Hybrid strategies are increasingly adopted, using prepreg only where its historic certification or niche tolerances are decisive, and applying infusion where its industrial, economic and resilience advantages dominate.
At Composite Integration, we routinely support organisations transitioning from prepreg-centric assumptions to precise, digitally controlled liquid moulding – integrating degassing, conditioning, traceability and repeatable injection logic to achieve production-grade precision without autoclaves. Whether you need process selection, industrialisation or deployment support, our focus is not just making the part, but making it repeatable, auditable and defensible at production scale.
To reduce cost per part, de-risk production, and move toward scalable high-precision liquid moulding, get in touch.